Интеллектуальная производственная линия для высокоэффективного массового производства катодных пластин из дуплексной нержавеющей стали по технологии ISA: баланс производительности и стабильности качества
2026-03-18
Эта интеллектуальная производственная линия для катодных пластин, специально разработанная для процесса электролиза меди ISA, ориентирована на использование дуплексной нержавеющей стали для эффективного массового производства. Работая в 8-часовом рабочем дне и в две смены, она обеспечивает стабильную суточную производительность в 250-300 пластин. Глубокая интеграция интеллектуального управления и стандартизированных операционных систем на протяжении всего процесса обеспечивает высокую эффективность производства, исключая колебания качества, вызванные вмешательством человека на этапе производства. Это гарантирует высокую степень стабильности характеристик, размеров и точности каждой катодной пластины, обеспечивая надежную поддержку основного оборудования для крупномасштабных проектов по рафинированию меди.
Ⅰ.Адаптация мощности: интеллектуальная компоновка соответствует потребностям массового производства
Производственная линия разработана с учетом концепции «точность, эффективность, непрерывная стабильность». Благодаря оптимизации процесса и интеллектуальному взаимодействию оборудования, линия идеально адаптируется к двухсменному 8-часовому рабочему ритму, достигая суточной производительности в диапазоне 250-300 листов. Скорость производства может гибко регулироваться в зависимости от спроса, обеспечивая баланс между серийной поставкой и гибким производством.
С точки зрения точного контроля времени процесса, полностью автоматизированный процесс значительно сокращает производственный цикл для одной детали: весь процесс от интеллектуальной подачи, точной резки, обработки V-образных пазов, сварки и нанесения покрытия до проверки готовой продукции контролируется в течение 4-4,8 минут. В сочетании с параллельной работой нескольких станций и бесшовной интеграцией оборудования это эффективно предотвращает задержки в процессе. Одновременно производственная линия оснащена интеллектуальной системой смены пресс-форм и самодиагностики неисправностей, что сокращает время переналадки до менее чем 30 минут. Общая эффективность оборудования (OEE) остается стабильно выше 85%, обеспечивая бесперебойное производство между сменами и непрерывный ввод в эксплуатацию.
Кроме того, производственная линия имеет модульную компоновку, при этом каждый технологический блок работает независимо, но взаимосвязан. Производственные мощности могут быть увеличены за счет добавления модулей рабочих станций и оптимизации параметров оборудования, что позволяет зарезервировать достаточно места для будущего расширения заказов и удовлетворить потребности крупномасштабного непрерывного производства.
Ⅱ.Основная поддержка: Совместимость дуплексной нержавеющей стали с процессом ISA
Производственная линия ориентирована на основные требования процесса электролиза ISA, в качестве основы выбрана высокоэффективная дуплексная нержавеющая сталь. Этот материал обладает как аустенитной, так и ферритной двухфазной структурой, обеспечивая более чем на 30% более высокую механическую прочность по сравнению с традиционной нержавеющей сталью, с пределом прочности на растяжение, достигающим 620 МПа. Он выдерживает ударные напряжения и коррозию в высокотемпературной кислотной среде во время электролиза, с годовой скоростью коррозии менее 0,008 мм, что делает его подходящим для жестких условий электролиза меди ISA.
Для обеспечения точности размеров, проводимости и эффективности отслаивания катодных пластин в процессе ISA, производственная линия обеспечивает точную совместимость благодаря интеллектуальной обработке: погрешность плоскостности пластины контролируется в пределах 2 мм/м, погрешность точности сварки между проводящим пучком и пластиной составляет ≤ ±0,1 мм, а шероховатость поверхности стабильна на уровне 0,8-1,5 мкм. Это обеспечивает как равномерное распределение электрического поля во время электролиза, так и быстрое, неразрушающее отслаивание катодной меди, адаптируясь к автоматизированным процессам отслаивания и обеспечивая идеальную совместимость с электролитической ячейкой ISA.
Ⅲ.Интеллектуальное управление: обеспечение стабильного качества на протяжении всего процесса.
Производственная линия использует тройную систему управления «стандартизация параметров, автоматизированное управление и комплексное тестирование», полностью исключающую колебания качества, вызванные ручным управлением, обеспечивая однородность качества каждой катодной пластины. В серийном производстве погрешность различных показателей контролируется в пределах 3%.
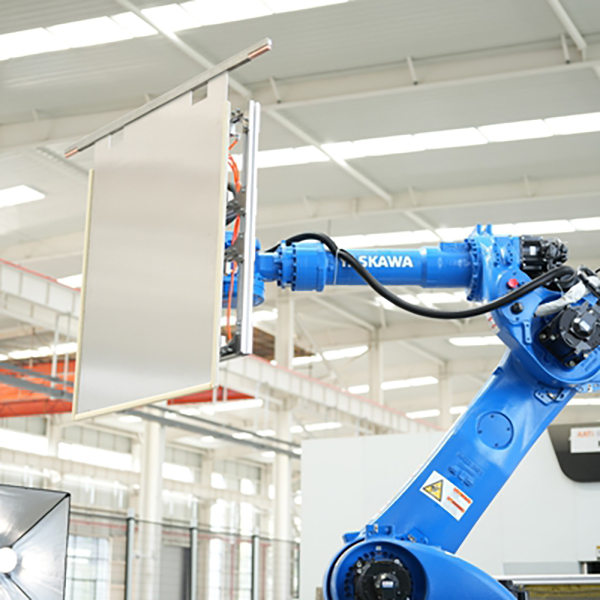
1.Автоматизированная работа исключает человеческий фактор. Весь процесс, от загрузки сырья до доставки готовой продукции, осуществляется с использованием интеллектуального оборудования, такого как семиосевые роботы, станки с ЧПУ и автоматизированные сварочные системы, что обеспечивает беспилотную работу. Интеллектуальный механизм загрузки использует вакуумные присоски для захвата подложки, предотвращая царапины и пятна на поверхности пластины, вызванные ручным контактом; автоматизированный сварочный робот выполняет точную сварку проводящей балки и пластины на основе заданных параметров, обеспечивая равномерную ширину и высоту сварного шва и исключая такие проблемы, как неполные или пропущенные сварные швы; кромочные полосы изолятора PPO формируются с помощью интегрированного процесса литья под давлением, при этом погрешность толщины клеевого слоя не превышает 0,05 мм, что обеспечивает плотное прилегание без деформации и стабильные и равномерные изоляционные характеристики.
2.Комплексный контроль качества: процесс проверки готовой продукции оснащен системой визуального контроля в режиме реального времени, тестером проводимости и тестером сопротивления изоляции.Каждая катодная пластина проходит комплексную проверку: система визуального контроля автоматически сканирует и проверяет плоскостность, точность размеров, качество сварки и дефекты внешнего вида; тестер проводимости точно измеряет удельное сопротивление, чтобы гарантировать соответствие эффективности проводимости стандартам; а тестер сопротивления изоляции проверяет изоляционные характеристики кромочных полос, отбраковывая некачественную продукцию в режиме реального времени. Данные проверки одновременно загружаются в базу данных, присваивая каждому изделию уникальный идентификационный код, что обеспечивает полную отслеживаемость жизненного цикла от сырья до готовой продукции и дополнительно гарантирует стабильность качества.
Ⅳ.Поддержка производства: Стабильная работа системы в двухсменном режиме: Для адаптации к непрерывным производственным потребностям двухсменного восьмичасового рабочего дня на производственной линии создана комплексная система эксплуатации и технического обслуживания оборудования, а также поддержки производства.Она оснащена интеллектуальной системой раннего предупреждения об оборудовании, которая в режиме реального времени контролирует рабочее состояние оборудования, прогнозирует потенциальные отказы и позволяет обслуживающему персоналу проводить плановое техническое обслуживание во время перерывов между сменами, избегая простоев. Внедрена стандартизированная система распределения материалов: сырье подготавливается заранее, хранится в специально отведенных местах и автоматически пополняется интеллектуальными стеллажами, что обеспечивает достаточное снабжение материалами обеих смен.
В то же время разработана единая стандартная операционная процедура (СОП), и операторы обеих смен строго следуют одним и тем же технологическим спецификациям и рабочим процедурам. Благодаря цифровой системе передачи смены, производственные параметры, состояние качества и состояние оборудования бесперебойно связаны, что исключает колебания производства, вызванные сменой смен, и обеспечивает непрерывный и стабильный выпуск высококачественных катодных пластин из дуплексной нержавеющей стали ISA.